










BASF Ultrafuse 17-4 PH Metal Filament
Ultrafuse 17-4 PH is a filament for the production of metal components in 17-4 stainless steel on standard Fused Filament Fabrication (FFF) printers. This filament Enabling Stainless Steel Parts for Applications that Require High Hardness and Mechanical Strength.
This 17-4 PH stainless steel can be fully heat treated to high levels of strength and hardness. It is therefore ideal for Petrochemistry, Aerospace, the Automotive and the Medical Industry. Parts printed with our metal-polymer composite filament Ultrafuse 17-4 PH obtain their final properties through a catalytic debinding and sintering process known from traditional Metal Injection Molding.
Benefits at a Glance
- Easy and affordable metal 3D printing
- High mechanical strength and hardness
- Good corrosion resistance
- Fully hardened enables highest strength
- Wide range of post-processing options for green parts
Example Applications
- Tooling
- Jigs and fixtures
- Functional prototypes
17-4 PH metal filament:
- Stainless steel
- Magnetic
- Good corrosion resistance
- Heat treatable
- Very strong mechanical properties
Example Applications



Process Instructions
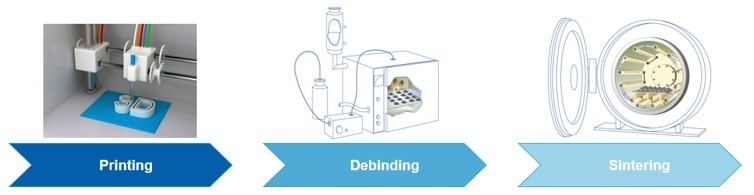
Printing
Parts designed in accordance with the Ultrafuse 17–4 PH User Guidelines have been shown to possess improved stability and overall quality. Part features achievable with FFF 3D printers typically require support material for any overhang less than 45° from the horizontalShrinkage resultant from debinding and sintering must be accounted for in print preparation. Standard oversi-zing factors are provided within the Ultrafuse 17–4 PH User Guidelines. Whenever possible, parts should be debound and sintered in the orientation that they were printed.
Debinding
Debinding according to the BASF process at 120°C with HNO3 > 98%. Formaldeshyde evolving from the parts during debinding can react with oxidizing agents.Explosion limit of formaldehyde with oxygen is 4.5% by volume. There is some indication that a slow reaction between formaldehyde and nitric acid exists. Therefore any untintended high dose of nitric acid must be avoided.Refer to the oven manufacturer‘s instructions to avoid leakage and therefore hazardous conditions for both personnel and oven parts. We highly recommend keeping the maintenance intervals for the door seals and bearings of the circulation fan. Based on a 50 liter debinding furnace (e.g. Nabertherm NRA 40/02-CDB) a nitric acid feed of typically 30 ml/h and a purging gas (nitrogen) with a throughput of 500 l/h proves to lead to safe processing. At this gas throughput, the acid feed may not be increased to more than 38 l/h. The debin-ding process is finished when a minimal debinding loss of 10.5% is reached.
Sintering
Sintering should be done in an atmosphere with 100% clean and dry hydrogen (dewpoint < – 40°C) or argon (dewpoint > –40°C). Al2O3 sintering supports of 99,6% purity are recommended.A typical sintering cycle consists of a ramp from:1. room temperature – 5 K/min – 600°C, hold 1h2. 600°C – 5 K/min – 1300°C, hold 3h3. Furnace coolingIn the early stages of the sintering process, remaining binder constituents are burnt off and the pyrolysis products should be removed by a suction fan. Removal of condensed pyrolysis products from the wall of the sintering furnace should be done wearing laboratory go-ves or, in extreme cases, gloves made of nitrile rubber. Under certain circumstances, deposits can be formed in the sintering furnace containing MnO, manganosite. This compound may also exhibit a fiberlike morphology which may pose a health hazard requiring special care during cleaning of the furnace. It is highly recommen-ded to avoid dust formation and the use of disposable masks with particle filters type FFP3 (DIN EN 149).
Process Workflow “From Art to Part”

STEP 1. Print green parts using guidelines from BASF.
STEP 2. Purchase D&S coupon Ultrafuse 17-4 PH and receive shipping instructions via email.
STEP 3. Send to D&S for debinding and sintering.
STEP 4. Receive finished parts and start using.
Reference Links and Documents
Product Leaflet - Download
Technical Data Sheet - Download
User Guidelines - Download
Process Guidelines - Download
Safety Data Sheet - Download
- Diameter1.75 mm, 2.85 mm
- Material TypeMetal
- ColorGrey
- Net Weight1 kg
- BrandBASF
- Tensile strength880 MPa
- Yield strength680 MPa
- Elongation at Break5,8%
- Vickers Hardness257 HV 10
- Sintered Part Density≥ 7.6g/cm³
- Tolerance1.75 mm: ± 0.050 mm
2.85 mm: ± 0.075 mm - Roundness1.75 mm: ±0.050 mm
2.85 mm: ±0.075 mm - Bending Radius1.75 mm: 5 ± 1 mm
2.85 mm: 10 ± 3 mm - Nozzle Temperature230 – 250 °C
- Build ChamberEnclosed build chamber recommended
- Bed Temperature90 –120 °C
- Bed materialGlass + approved glues*/ polyimidetape
(Magigoo for Ultrafuse Metal suggested) - Nozzle Diameter≥ 0.4 mm
- Print Speed15–50mm/s


