










Bambu Lab PETG-CF
Bambu Lab PETG-CF
Bambu PETG-CF
Bambu PETG-CF significantly improves the stiffness of regular PETG while enhancing both strength and toughness, making it an all-rounder in mechanical properties among basic filaments, perfect for load-bearing and functional parts. The new formula also greatly reduces clumping and stringing compared to regular PETG. It delivers a signature carbon fiber texture with a glossier finish than Bambu PLA-CF.

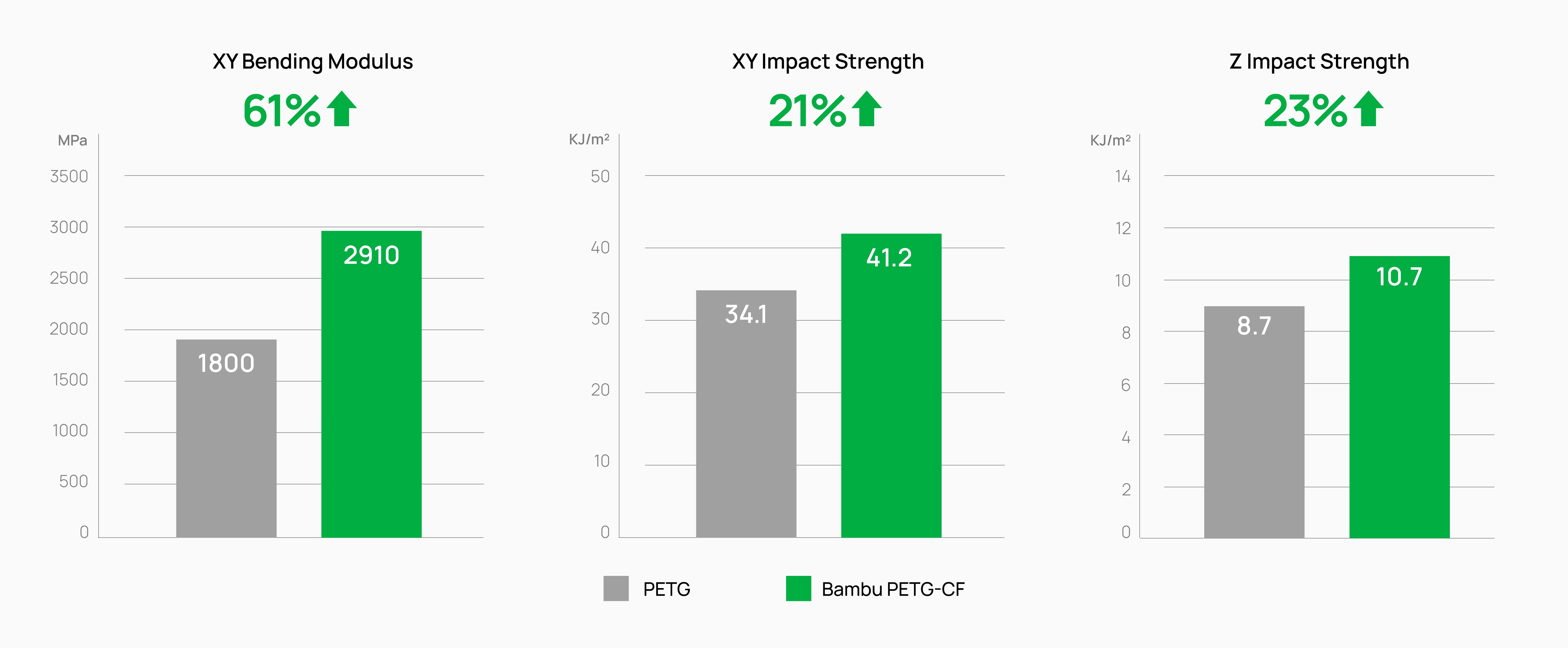
Enhanced Strength and Stiffness
With the addition of carbon fiber, Bambu PETG-CF overcomes the low stiffness of regular PETG and delivers improved strength and toughness, making it a solid choice for structural and load-bearing parts.


Ready for Outdoor Use
Thanks to its enhanced resistance to heat and moisture, Bambu PETG-CF is ideal for outdoor applications. Feel free to create durable tools for your garden or any outdoor environment.


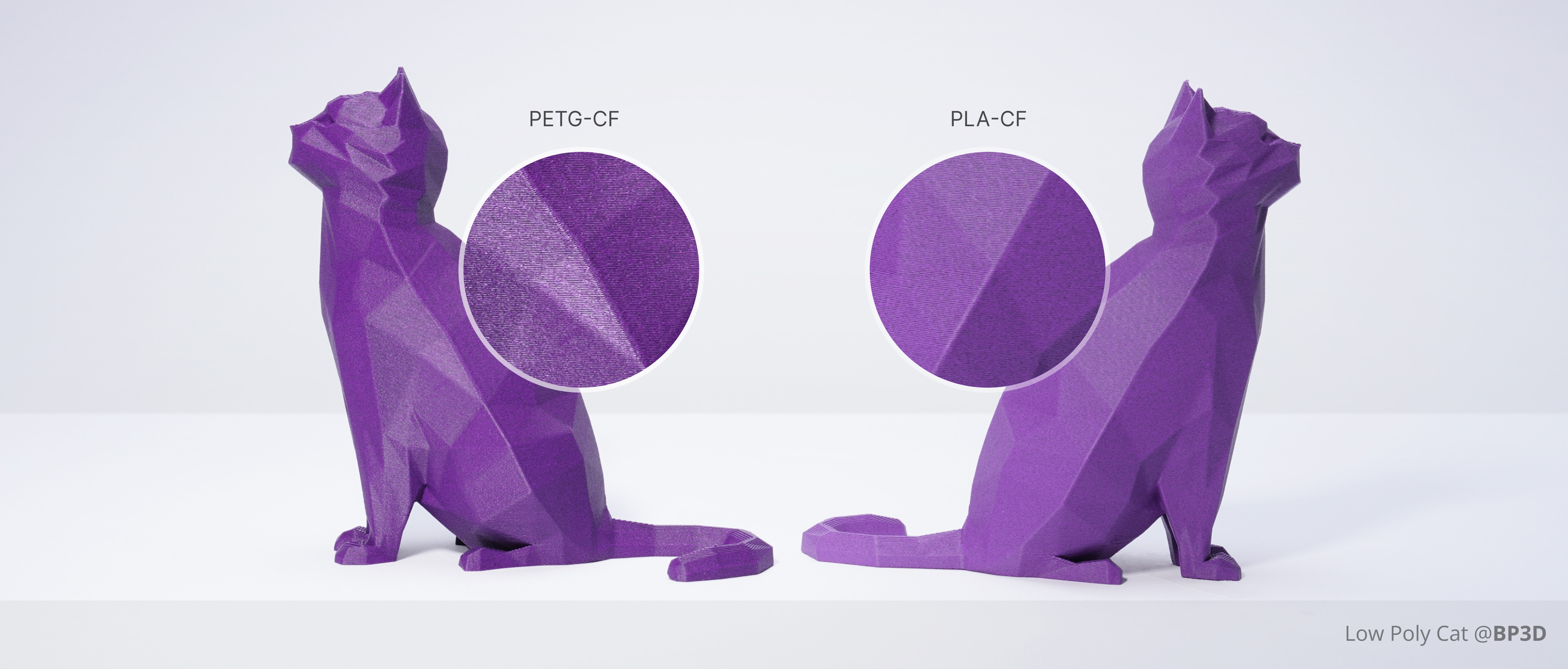
Carbon Fiber Finish with a Glossier Look
Bambu PETG-CF features a carbon fiber texture that conceals layer lines, while its surface finish is glossier than that of PLA-CF, making it as attractive as it is functional.
RFID for Intelligent Printing
All printing parameters are embedded in RFID, which can be read through our AMS (Automatic Material System).
Load and print! No more tedious setting steps.

Accessory Compatibility
| Recommended | Not Recommended | |
| AMS Series | AMS, AMS 2 Pro, AMS HT | AMS lite |
| Build Plate | Cool Plate SuperTack, Smooth PEI Plate, Textured PEI Plate | / |
| Hotend | Hotend with Hardened Steel Nozzle 0.4 mm / 0.6 mm / 0.8 mm | Hotend with Stainless Steel Nozzle All Size |
Printing Tips
1. Drying Required: Bambu PETG-CF must be properly dried before printing. In a blast drying oven: 65°C for 8 hours; In an AMS 2 Pro and AMS HT: 65°C, 8 hours; On an X1 printer's heatbed: 75°C to 85°C for 12 hours. Store in a dry environment after use. For more details, please refer to: Filament drying instructions on WIKI.
2. Nozzle Recommendation: Due to the addition of carbon fiber, PETG-CF requires a more wear-resistant hardened steel nozzle. While a 0.4 mm hardened steel nozzle can be used, a 0.6 mm hardened steel nozzle is recommended to further reduce the risk of clogging.
3. Z-Axis Strength: For stronger Z-axis adhesion, increase the infill density. Avoid using an open-frame printer and refrain from setting the cooling fan speed too high, as overcooling can weaken layer bonding.
4. Surface Finish: For a shinier appearance, use lower printing speeds and slightly higher nozzle temperatures.
5. Refill Guide: The refill filament needs to be used with a spool. For detailed instructions on how to swap in the new filament using the Bambu Reusable Spool, please refer to the guide on WIKI.
6. Safety Tips: This product is a carbon fiber reinforced filament that may produce fine fiber debris during use, post-processing, or contact with rough or fractured surfaces, posing a risk of mechanical skin punctures or foreign body irritation. To ensure safety, please avoid rubbing or touching rough edges and cross-sections with bare hands; it is highly recommended to wear gloves when loading or unloading the filament, as well as during cutting, sanding, or other post-processing operations, while using additional protective equipment as required by your specific working conditions.
